Reducing the carbon footprint of oil sludge and refinery waste
/
SAS Environmental Services invites you to discover how to reduce your carbon footprint when treating oil sludge.
Read MoreSAS Environmental Services invites you to discover how to reduce your carbon footprint when treating oil sludge.
Read More
Today we’re going to share with you a brilliant case study of work we carried out at the Ineos refinery in Grangemouth. The Ineos refinery in Grangemouth had about 20 000 tons of oil sludge in storage just outside Edinburgh in Scotland.
The problems were such that 20 000 tons of oil sludge with quite a bit of crude oil still in it was in storage. The only disposal option after a change in regulations was incineration, which had to take place just north of London, in England. That is a very long drive indeed and many trucks needed to move 20 000 tons of oil sludge south a very costly operations. There was a need to try and recover the valuable oil from this crude and reduce the amount of waste for disposal and ideally create waste for disposal that could go to landfill rather than incineration, so this was a fascinating project to get involved in.
What we did is we designed a process where we recovered dry solids through the supply of SAS SludgeTreat. What happened is we injected our SAS SludgeTreat chemistry and microemulsion chemistry into the oil sludge. This gets very quickly mixed in inline mixing system and it then goes through a decanter centrifuge inside the unit. The outcome is very dry solids which can go to landfill. The water can go to a wastewater treatment plant. The oil is then recovered and is of a good quality.
This is what we did for 12 years and over the first 4 years alone doing the numbers on the work that we did together Ondeo industrial solutions and the Ineos refinery, we recovered some $4M worth of high quality crude oil through this process that went straight back in to the refining process so this oil was of a very high standard.
We reduced the waste that had to go to disposal by over 80% that was basically the dry solids that we produced in the decanter. The process doesn't produce a wet sludge, but a very dry solid material and it didn't have to go to incineration, but it went straight to a landfill site. The waste disposal savings in transport landfill tax and disposal costs was $9M over a 4-year period using the SAS SludgeTreat and MIST process.
We played a very small part in keeping Scotland so amazingly beautiful. It's been a brilliant project to be involved in and we would love to get involved in more brilliant projects with you. We would love to create some new case studies that we can share with you so if you have any waste treatment problems, if you have any waste treatment projects you're working on in oil waste then get in touch with us on any one of the many channels that are available. We would love to talk to you and see if we can help you.
Find out more about oil sludge treatment in our Video Case Study by clicking below.
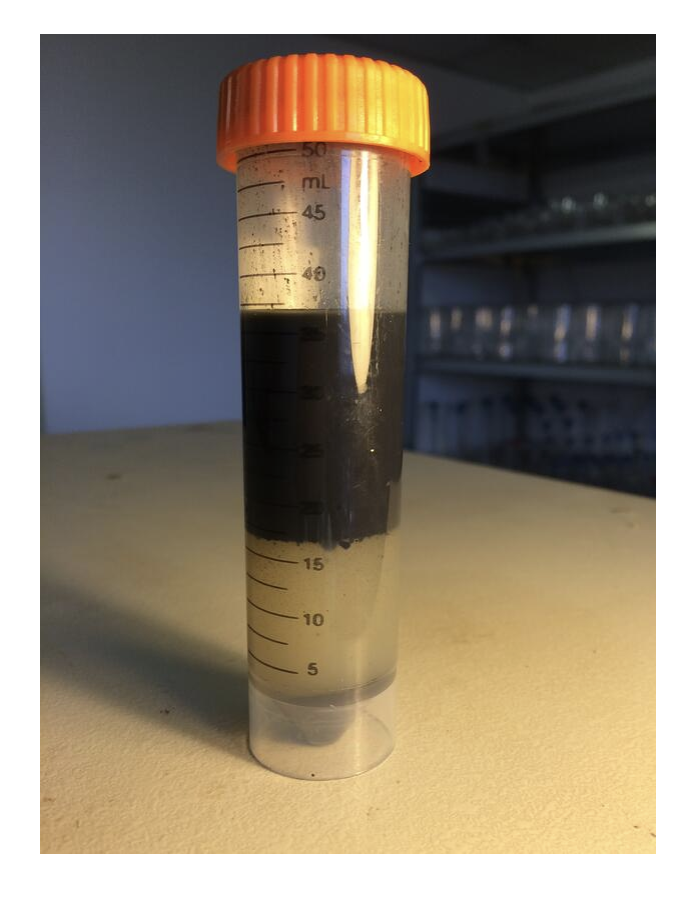
SAS-ES receive many oil sludge waste samples, for this particular project the sample provided was black, oil coloured and contained a high oil content. The sample had been recovered from tank bottom sludge from a crude oil storage tank and sent to us by one of our customers to try and create a three-phase split of oil, water and solids.
What we did...
In order to successfully recover any oil present and remove as much of the water and sediment as possible, SAS-ES used a standard screening test method to reach the most effective result.
A sample of the waste was dosed directly with 0.5% of the SAS-ES products. Samples were then shaken thoroughly for 30 seconds and were spun in a spin out rotor centrifuge at 3,000rpm for 2 minutes. The samples were not diluted with water or any hydrocarbon solvent.
The results...

The testing provided different results for each product. However, it is clear the best result was obtained using the SAS SludgeTreat 156SC product, a further picture of this split is shown on the right.
So, to sum up...
After dosing the waste sample with our SAS SludgeTreat 156SC an immediate reduction in viscosity was observed. Our customer gained a significant oil recovery of 54%, with a clear water phase of 38%, meaning that solids only made up about 8% of the total waste stream.
Another successful oil sludge treatment process by SAS-ES!
Want to find out more about the SludgeTreat 156SC? Contact Us by clicking the button below.
A waste management company based in Pennsylvania used SAS SludgeTreat 156SC to split and treat heavy emulsified oil slop waste from drilling operations.


The Problem...
The waste management company was previously using a combination of engineering equipment, dewatering chemistry and heating, which was ineffective at treating the waste to specification. This was due to the complex chemical nature of the slop waste, which was made up of different proportions of oil, water, solids, brines and various other drilling and cleaning chemicals and glycol.
The waste material ultimately could not be treated and had to be stored onsite taking up valuable tank storage capacity. In addition the waste was sticky and contaminated clarifiers, crystallisation units, filtration equipment, etc.
Any oil that was recovered was actually emulsion waste with 40 - 60% water content. This was well below the requirements of a nearby refinery and any waste oil collection facility.
The SAS Solution...
The waste management company used SAS SludgeTreat 156SC to treat 60m3 heavily emulsified slop waste using a simple chemical dose, mix and separate process:
The slop was dosed with the SAS product at a rate of 0.1% by weight
Mixing was carried out through batch processing
The treated slop was stored in tanks and a decanter used to separate out the solid and liquid fractions
To Sum Up...
Total reduction of waste volume = 60%
Increase in volume of oil recovered = 35%
Oil quality improvement from 48% water to < 5% water
No emulsion waste remaining after treatment
Full 3-way split into dry solids, water and oil